O corte a laser é um dos métodos preferidos para processar aço carbono devido à sua precisão, eficiência e versatilidade. No entanto, otimizar o processo de corte é essencial para obter cortes limpos, minimizar rebarbas e garantir a qualidade geral do corte. Este guia aborda as principais estratégias de otimização para chapas finas e grossas de aço carbono.
Ao cortar chapas finas de aço carbono com ar
Ao processar aço carbono fino, um dos desafios mais frequentes é a aderência de escória na superfície inferior da peça. Normalmente, ocorrem dois tipos distintos de rebarbas:
- As rebarbas aderem à parte inferior da peça e se espalham como um girassol (conforme mostrado na imagem da esquerda). Isso geralmente é causado por um desfoco excessivo.
- As rebarbas aderem à parte inferior da peça e ficam em posição vertical (conforme mostrado na imagem da direita). Isso geralmente é causado por desfoco insuficiente.
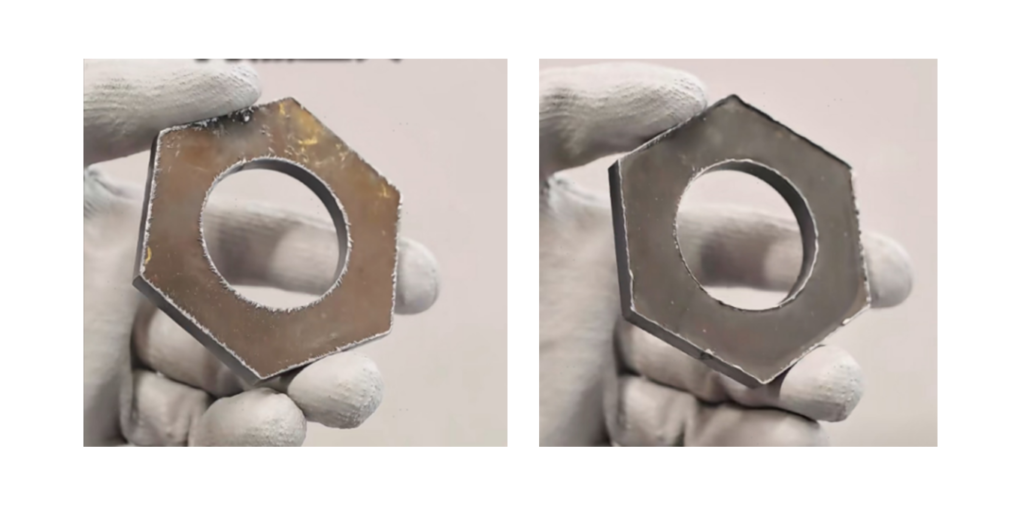
A posição do ponto focal afeta diretamente a aderência da escória e a qualidade do corte. Configurações corretas de foco são essenciais para eliminar esses defeitos e obter cortes sem rebarbas.
Recomendações de foco negativo para corte com ar em chapas finas de aço carbono

Observação: Para obter resultados ideais e sem escória, ajuste finamente esses parâmetros de acordo com as condições reais da superfície do material, velocidade de corte e desgaste do bico.
Ao cortar chapas grossas de aço carbono com oxigênio
O corte a laser de chapas mais espessas de aço carbono costuma apresentar desafios diferentes. Veja três problemas comuns e como resolvê-los:
- A. Corte Incompleto
Causa: Velocidade de corte muito alta ou potência de pico insuficiente.
Solução: Reduza a velocidade e aumente a potência de pico nas configurações dos parâmetros.
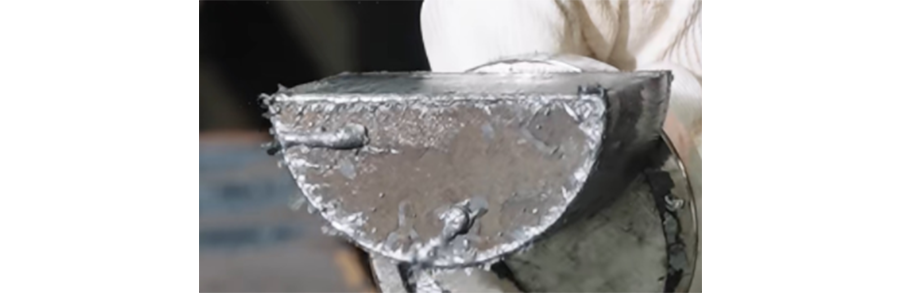
- B. Acúmulo de Escória na Borda Inferior (Figura 3)
Causa: A velocidade de corte está muito alta ou a potência está muito baixa para penetrar completamente o material.
Solução: Ajuste para velocidades mais baixas e aumente a potência para garantir o corte em toda a espessura.
Além do ajuste de velocidade e potência, resolver esses problemas de forma eficaz e garantir cortes estáveis e de alta qualidade em aço carbono espesso exige o cálculo e ajuste corretos do foco do laser.
Como definir a posição ideal do foco para corte de aço carbono com desfoco negativo?
Para o corte com desfoco negativo, determinar a posição correta do foco é essencial para garantir penetração total, bordas de corte limpas e resultados sem escória. Uma fórmula simples e eficaz para determinar o foco é:
Posição do Foco=Espessura da Chapa / 2 +Altura de Corte
(O foco é configurado abaixo da superfície do material; utilize um valor negativo.)
Exemplo:
Para uma chapa de aço carbono de 40 mm com altura de corte de 3 mm:
40 / 2 + 3 = 23: Portanto, o foco deve ser ajustado para -23 mm.
Altura de Corte Recomendada para Corte com Foco Negativo
A altura de corte também deve ser ajustada cuidadosamente de acordo com a espessura do aço carbono.
Faixa recomendada: 1,5 mm a 3,5 mm
Dica: Quanto mais espessa for a chapa, maior deverá ser a altura de corte.
A configuração correta tanto do foco quanto da altura de corte garante que o feixe de laser converja no local ideal dentro do material, melhorando a qualidade da borda e a eficiência do corte.
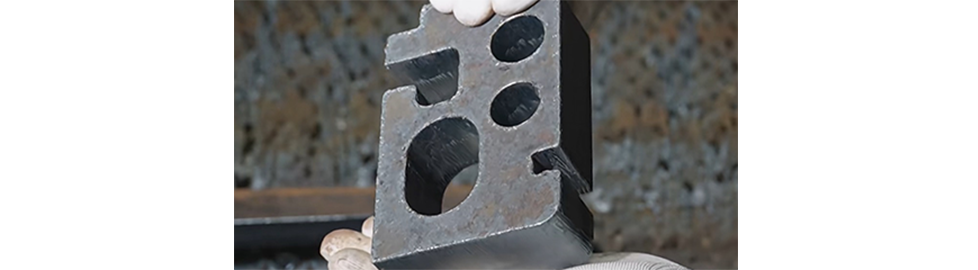
- C. Acúmulo de Escória ao Redor do Ponto de Perfuração
Problema: Durante a perfuração de chapas grossas, a escória fundida pode se acumular e interferir no corte subsequente, comprometendo a estabilidade e a qualidade.

Tradicionalmente, dois métodos são utilizados para lidar com o acúmulo de escória durante a perfuração:
- Método de “Partida Lenta” (Slow Start);
- Aumento da altura de acompanhamento do corte.
Embora sejam relativamente eficazes, esses métodos apresentam desvantagens importantes:
- Redução da vida útil do bico, aumentando os custos de manutenção e substituição.
- Acabamento de corte mais áspero, impactando negativamente a qualidade do produto.
Recomendação: Função de Remoção Inicial de Escória da Bodor
Ao cortar chapas grossas, o cabeçote do laser se move em uma trajetória em espiral (vórtice) após a perfuração, impedindo que a escória residual gerada por uma perfuração instável afete o corte.
Recomendação de parâmetros: utilizando como exemplo uma máquina de 12 kW realizando corte de aço carbono com oxigênio.

Observação: Esses valores podem ser ajustados de acordo com a espessura da chapa e os requisitos específicos da aplicação.
Quer saber mais?
Entre em contato com a equipe da Mouv Tech para obter soluções personalizadas, suporte especializado e tecnologias avançadas projetadas para elevar o desempenho da sua produção.