O corte a laser é uma técnica versátil e amplamente utilizada em diversos setores industriais. A seleção do gás assistente adequado é um fator crítico para alcançar resultados ideais no processo de corte. Seja no processamento de aço carbono, aço inoxidável, alumínio ou latão, o gás correto pode impactar significativamente a qualidade do corte, a velocidade de processamento e a eficiência geral.
Este artigo aborda os três gases assistentes mais utilizados — ar, oxigênio e nitrogênio — detalhando suas vantagens, aplicações mais indicadas e soluções para problemas comuns. Desde a prevenção de rebarbas no aço inoxidável até a obtenção de cortes estáveis em chapas espessas de aço carbono, apresentamos orientações práticas para superar os principais desafios do corte a laser. Descubra como a escolha correta do gás assistente pode elevar o nível dos seus projetos de corte a laser.

1. Ar
O ar comprimido é um gás assistente versátil, podendo ser utilizado em diversos materiais, o que o torna uma opção flexível para diferentes aplicações sem a necessidade de troca constante de gás. Além disso, o ar está amplamente disponível e não requer armazenamento em cilindros pressurizados.
Embora não ofereça a mesma precisão que o nitrogênio, o ar comprimido proporciona uma qualidade de corte aceitável para vários materiais, especialmente chapas finas de aço inoxidável, aço carbono e alumínio.
2. Oxigênio
No corte de aço, o oxigênio é o gás assistente mais indicado. O corte a laser com oxigênio promove uma reação exotérmica, na qual o material é queimado, gerando calor e luz que fornecem energia adicional ao processo.
Devido às características do corte a laser, é necessário aplicar uma potência adequada para garantir que a combustão seja suficiente para gerar um corte eficaz. Como o oxigênio realiza cerca de 60% do trabalho em conjunto com o laser, a velocidade de corte tende a ser reduzida, especialmente em chapas mais finas de aço.
3. Nitrogênio
O nitrogênio em alta pressão é amplamente utilizado no corte de aço inoxidável e alumínio, independentemente da espessura. Por ser um gás inerte, ele evita a oxidação do material durante o corte, prevenindo a formação de ferrugem.
Atuando como gás de proteção, o nitrogênio interrompe o processo de combustão e promove a vaporização do material, resultando em cortes limpos por meio de altas pressões. Por essas razões, é o gás assistente preferido na maioria das aplicações do mercado de corte a laser.

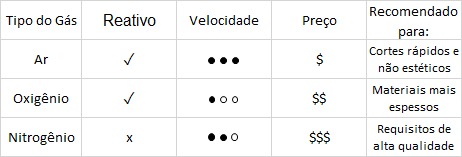
Escolher o gás assistente adequado para cada material é apenas o primeiro passo. Outros fatores também devem ser considerados. A seguir, analisamos como selecionar o gás assistente com base em espessura, qualidade e custo.
1. Espessura
A espessura do material é um fator determinante na escolha do gás assistente para o corte a laser.
- Ar comprimido: ideal para materiais finos a médios (até aproximadamente 6 mm). Oferece uma solução econômica, porém com qualidade de borda moderada, sendo indicado para aplicações não críticas.
- Oxigênio: recomendado para o corte de aço carbono espesso (6 mm ou mais). Sua reação exotérmica aumenta a eficiência do corte, porém pode resultar em bordas mais ásperas e oxidadas.
- Nitrogênio: adequado tanto para materiais finos quanto espessos, especialmente aço inoxidável e alumínio. Proporciona bordas limpas e livres de oxidação, embora com custo mais elevado, principalmente em grandes espessuras.
Cada gás apresenta vantagens específicas conforme a espessura do material, permitindo equilibrar velocidade, qualidade e custo do processo.

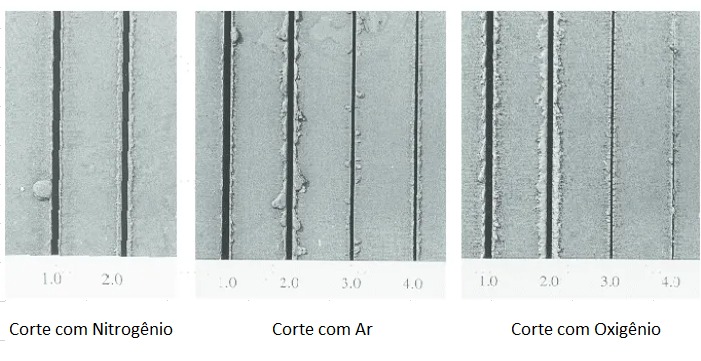
2. Qualidade
Durante o corte assistido por oxigênio, a intensidade da reação química aumenta conforme a pressão e a vazão do gás. Isso eleva a temperatura da peça, intensificando a fusão das bordas e a formação de óxidos, o que pode escurecer a superfície cortada e exigir etapas adicionais de limpeza.
Embora o corte com ar seja mais rápido do que com oxigênio, o teor de oxigênio presente no ar comprimido (cerca de 20%) torna o processo igualmente suscetível ao escurecimento parcial da peça. Além disso, superfícies cortadas com ar podem apresentar rebarbas, demandando usinagem secundária.
Portanto, quando a prioridade é qualidade, o nitrogênio é a melhor escolha. Ele proporciona a melhor qualidade de borda a um custo relativamente econômico em aplicações envolvendo alumínio, aço carbono, aço galvanizado e aços automotivos de ultra-alta resistência. Como gás auxiliar, o nitrogênio cria uma atmosfera protetora ao redor do metal fundido, impedindo a oxidação e a formação de filmes de óxido, resultando em cortes livres de oxidação.
3. Custo
O ar comprimido apresenta uma vantagem significativa em termos de custo no corte a laser, devido à sua ampla disponibilidade e baixo custo quando comparado a gases especializados como oxigênio e nitrogênio.
Ele pode ser gerado localmente por meio de compressores padrão, eliminando a necessidade de compra, armazenamento e manuseio de cilindros de gás, o que reduz os custos operacionais totais. Além disso, instalações que utilizam ar comprimido demandam menor investimento inicial, pois dispensam sistemas dedicados de fornecimento de gases.
Em resumo, o ar comprimido é a opção mais econômica para o corte a laser, oferecendo os menores custos operacionais, especialmente para materiais de espessura fina a média, embora com comprometimento na qualidade das bordas.
Perguntas Frequentes e Soluções
P: O que fazer quando, ao cortar aço carbono espesso com oxigênio, a superfície apresenta sulcos profundos?
R: Para melhorar a qualidade da superfície:
- Elevar o ponto focal: para aço carbono acima de 40 mm, aumente o foco em pelo menos +15 mm.
- Aumentar a altura do bocal: ajuste para aproximadamente 1,4 mm. Isso reduz os sulcos, porém pode aumentar a conicidade do corte.
(Os valores acima são apenas referências. Os parâmetros devem ser ajustados conforme a condição real de processamento.)
P: O que fazer se ocorrer formação de escória na parte inferior ao cortar aço carbono de 45 mm?
R: Tente as seguintes ações:
- Reduzir a velocidade de corte: velocidades mais baixas ajudam a diminuir a formação de escória.
- Abaixar o ponto focal e aumentar a pressão do gás: essa combinação favorece uma reação de oxidação adequada, reduzindo sulcos e escória.
P: Como evitar rebarbas ao cortar aço inoxidável com nitrogênio?
R: Para minimizar rebarbas e obter um corte mais limpo:
- Abaixar o ponto focal.
- Aumentar o diâmetro do bocal.
- Reduzir o duty cycle (ciclo de trabalho).
P: O que causa o escurecimento da superfície ao cortar aço inoxidável com ar e como evitá-lo?
R: O escurecimento ocorre geralmente devido à baixa velocidade de corte, que expõe a superfície ao ar por tempo excessivo.
Para evitar:
- Aumente a velocidade de corte, reduzindo o tempo de reação com o oxigênio presente no ar.
P: O que fazer se respingos de escória aderirem à superfície ao cortar aço carbono com nitrogênio ou ar?
R: Para reduzir a escória volante:
- Elevar o ponto focal.
- Reduzir a pressão do gás.
P: Como evitar escória endurecida ao cortar aço carbono com nitrogênio ou ar?
R: Para minimizar a escória endurecida:
- Abaixar o ponto focal.
- Aumentar a velocidade de corte.
- Utilizar um bocal de menor diâmetro.
Caso tenha mais dúvidas sobre a seleção de gás assistente ou processos de corte a laser, deixe seus dados para entrar em contato com nossa equipe técnica e obter soluções personalizadas.